What Is Carbon Graphite & Why Manufacture Your Parts With It?
Carbon sits regally atop the Group 4 Elements in the Periodic Table. So vast the properties and behavior of Carbon when combined with other Elements that two fields of scientific study are dedicated to it: Organic Chemistry and Biochemistry. They include simple molecules such as carbon dioxide and acetic acid (vinegar) to complex compounds like Deoxyribonucleic Acid (DNA) and Proteins whose function is dictated by both their chemical make-up and their 3 dimensional structure.
How Carbon Graphite Will Make Your Products & Parts Superior
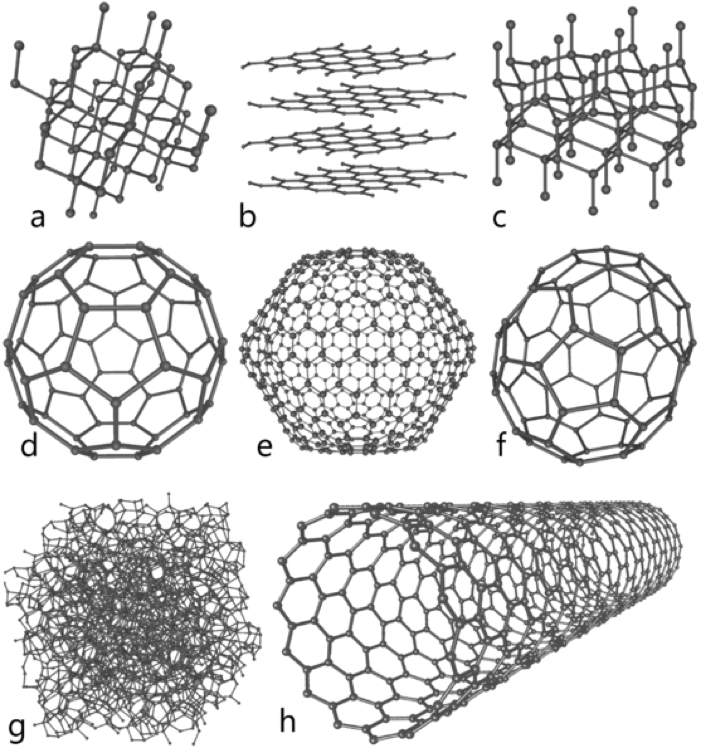
Carbon is also profound and diverse when combined only with itself. Carbon is Allotropic which means it can exist in different structural modifications. These different structures or Allotropes can have widely different repeating patterns and resulting physical properties. Below are illustrated different Allotropic forms of Carbon. The most common and widely used of these are Amorphous Carbon, Graphite, and Diamond. Although popularized and impressive with physical properties measured on microscopic scale, the other Allotropes of Carbon have not advanced to significant application. Carbon Nanotubes are an exception growing in applications such as reinforcement of engineered plastics.
For the purposes of the remaining discussion we will focus on the Amorphous and Graphite forms of Carbon.
While Amorphous Carbon is characterized by the lack of order or a crystalline structure, Graphite is a highly ordered material with Carbon Atoms organized in 6 unit cells which are interconnected to adjacent cells that combined form planes. The bonding force for the interlayer Carbons is quite strong with the boding between layers being weak which gives rise to the self-lubricating nature of graphite as the planes slide relatively easily between themselves. Water molecules also play a role in this self-lubrication phenomenon.
Eight allotropes of Carbon: a) Diamond, b) Graphite, c) Lonsdaleite, d) C60 buckminsterfullerene, e) C540, Fullerite f) C70, g) Amorphous Carbon, and h) Single-Walled Carbon Nanotube.
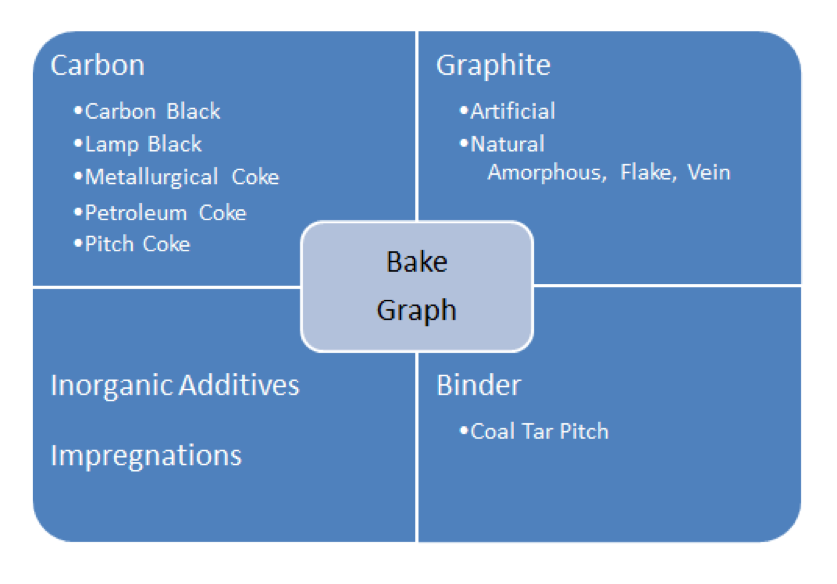
These terms refer to two classes of Engineered Carbon Materials which are predominantly Carbon and in general differ by their peak processing temperature which has a dramatic effect on the ingredients.
Both materials follow a near identical production method of
Batch Raw Materials – most are generally solid although liquid binders are sometimes used
Mix – done under heat until the Raw Materials a thoroughly homoginized and the Fillers coated with the binder
Mill – at the end of mixing the material is the consistency of circa 1” balls to a larger mass similar visually to bread dough being mixed. To form a compact with uniform microstructure the Mix must be Cooled then Milled to particles with a maximum particle size from 0.004” (105 µm) to 0.010” (250 µm)
Mold – the particles which have now been Engineered (formulation, Binder, Milling) needs to be formed into precursor or Blank shape to a net shape compact for further processing which could include machining. This is done via Uniaxially Molding, Wet Isostatic Bag Molding and less popular Dry Bag, or Extrusion.
Bake – Heat Treatment to carbonize the Carbon precursor Binder to render the body to be Carbon Bonded.
Electrographite Materials receive another Heat Treating step which is always done in a separate style furnace. In baking the predominant challenges are managing hydrocarbon fumes which are a by-product from the Binder precursor and baking slow enough to prevent the molded components from exploding due to the Binder weight loss. For Graphitization the major driving force for the furnace is to achieve the peak temperatures that are required, manage safety, and minimize wear and tear on the furnace which can be significant and costly.
Thus the name Carbon/Graphite, due to the Binder being only carbonized even though the fillers may contain Graphite.
Both Carbon/Graphite and Electrographite Materials are porous after Baking or Graphtization (10% to 25% by volume) and many times receive an impregnation to enhance performance and/or physical strength. Components are also machined using a variety of machine types (Lath, Mill, Grinder, Lapper, etc.).
Electrographite Materials may also be impregnated between the Baking and Graphitization steps.
Since both classes are all Carbon Materials, it is sometimes easier to discuss and understand their differences first.
At temperatures > 2200 C (3990 F) amorphous or disordered Carbon condenses and reorganizes into the basel planes of Graphite-like structures. Typical commercial Graphitization cycles run to 2450 C (4400 F) to 3,000 C (5400 F). Keep in mind these materials use predominately (and many times exclusively) Carbon Fillers and a Carbon precursor Binder. Each of these Raw Materials has a unique source and production process which affects the Carbon to Carbon bonds. This pre-structure can affect how that particular material will “Graphitize” and to what extent it will be self-lubricating.
To provide an example of the effect of Graphitization three characteristics were selected for a current material and how their values change with peak process temperature.
Process
Ash
(% by wt.)
Electrical
Resistivity
(ohm-in)
Thermal
Conductivity
(BTU/ft/hr/F
After Bake
0.01
0.00225
8
After Graphitization
0.001
0.0010
27
How Carbon Graphite Will Make Your Products & Parts Superior
And so the variety of Carbon/Graphite & Electrographite Materials expands after Heat Treatment
What are Carbon/Graphite & Electrographite Materials?
As previously stated, Carbon/Graphite and Electrographite Materials are porous after final Heat Treating. These materials can be used as is or be augmented through Impregnation or infiltration of the Material’s porosity with usually a Resin or Metal (Babbitt, Copper, Silver, etc.). These impregnants are used to:
Increase Strength
Increase Electrical Conductivity
Increase Thermal Conductivity,
Reduce porosity,
Render a body impervious thus being capable of forming a seal, and/or
Improve application performance.
Therefore a Carbon/Graphite or Graphite Material is truly the sum of its parts: Raw Materials + Processing + Imprengnant.
Coatings
Carbon components can be coated with Teflon™ or Pyrolitic Graphite to seal a surface and maintain chemical resistance.
Hard coatings such as Silicon Carbide, Diamond Like and Diamond Coatings are not normally applied to Carbon/Graphite or Electrographite Materials because these materials already have a low Coefficient of Friction as secondly the hard coatings require a substrate material with a very high Modulus of Elasticity.
What is the Application and its environment? From a Design perspective, what are the Primary Material considerations for the Carbon/Graphite and Electrographite Material? The following 6 sections is an attempt to answer the above questions and fully explore the different facets of these Materials.
Primary Material Considerations
Application
Tribological Performance including Coefficient of Friction
0.5″ to 20″ Carbon/Graphite and Electrographite Materials can be manufactured net shape to offer the most cost effective solution and provide high volume capability or is easily machined into a variety of configurations, tolerances, and surface finishes.Typical tolerances are ± 0.005” to ± 0.020 with some down to ± 0.001”. Carbon rings can be polished to a flatness of 2 Helium Light Bands (0.000022”).
2. Tribological Performance and Coefficient of Friction
If an application is rotating, reciprocating or sliding – chances are part of that assembly would benefit from a properly recommended Grade of Mechanical/Carbon or Electrographite.As discussed earlier, Graphite is self-lubricating due to its highly stratified structure. This material is also very capable transferring a layer to a mating face to reduce the coefficient of friction and wear.Taking one for the team – Mechanical/Carbons and Electrographite components are many times relied upon to be sacrificial and preferentially wear as they may be doing so against a very large and expensive Shaft which would be difficult to impossible to replace. This situation highlights the crux of applying the best Mating Pair to an Application, trying to achieve limited wear of the Carbon to provide acceptable application life, yet enough wear enough to prevent damage to another component. Critical factors are the materials of construction, surface finish and surface porosity of the rubbing faces, Seal or Bearing Design Factors, Fluid, Temperature, etc.. As an example – if the surface roughness or surface porosity of the Hardface is excessive it will act like a grinding wheel and accelerate the wear of the Carbon.Carbon/Graphite and Electrographite are light weight (1.7 to 1.85 g/cc typical without metal impregnation). This greatly benefits rotational applications by reducing the rotational inertia.
3. Thermal Properties
Generally speaking you desire materials that are stable with Temperature – low Coefficient of Thermal Expansion. In addition, for rubbing components a high Thermal Conductivity is also desired to pull heat away that is generated at the rubbing surface. Without this conductivity heat would accumulate and increase the temperature potentially causing damage to one of the rubbing faces or lead to cavitation in the fluid. To a lesser extent it is desired to have a low Heat Capacity which helps the heat pass through to the larger body.The Thermal Shock Parameter RT is indicative of a material’s resistance to cracking and failing when exposed to a thermal shock such as can occur if a pump runs dry then suddenly is flooded with fluid.
k=Thermal Conductivity α=Coefficient of Thermal Expansion E=Modulus of Elasticity Because Carbon/Graphite and Graphite Materials have a relatively high Thermal Conductivity, Low Coefficient of Thermal Expansion, and modest Modulus of Elasticity they have superior Thermal Shock Resistance.
Physical Characteristic
Range in values for Mechanical/Carbon Materials
Range in values for Electrographite Materials
Coefficient of Thermal Expansion
2.5 – 3.2 µin/in/F
4.5 to 5.8 µmm/mm/C
2.0 to 2.6 µin/in/F
3.6 to 4.7 µmm/mm/C
Thermal Conductivity
5 to 8 BTU/hr/ft/F
9 to 14 W/m/C
25 to 105 BTU/hr/ft/F
44 to 180 W/m/C
Heat Capacity
0.17 BTU/lb/F (0.71 KJ/Kg/K)
4. Oxidation Resistance & Temperature Limit
Carbon does oxidize when exposed to elevated temperature in an oxidative atmosphere (air being the most popular at 21% O2). Different forms of Carbons will oxidize at different rates which is determined by the atomic bonding of that particular structure. Thermoset Resins are used as Impregnants for Carbon Materials to reduce porosity, increase strength, or render the body impervious. These organics oxidize first and generally have a temperature rating of 500 F. The bonding in a Carbon/Graphite Material is more resistant to oxidation and has a temperature rating up to 700 F. After Graphitization, both the Fillers and the Binder in an Electrographite are substantially more resistant to oxidation with a temperature rating up to 900 F. Inorganic additives can be incorporated into the Electrographite raising its temperature limit to 1150 F.Temperature Limit is the maximum recommended use temperature in an inert environment such as Vacuum, Nitrogen, Argon, or Helium. The Temperature Limit is directly related to the maximum Heat Treatment Temperature which is 1600 F (870 C) for Carbon/Graphite Materials and 5,000 F (2760 C) for Electrgraphite Materials.
5. Chemical Resistance
The chemical inertness of Carbon/Graphite and Electrographite Materials is reflected in both their resistance to oxidation at high temperature in air and against liquid chemicals and aqueous solutions.
Solvents & Hydrocarbons Carbon/Graphite and Electrographite Materials are resistant to most solvents and do not swell nor soften like many Engineered Plastics. However care must be taken when selecting a Resin impregnated Material as the Resin will be the weak link. Light hydrocarbons under some seal designs will cause blistering of the Carbon Seal Ring. If this cannot be overcome with a design change then an Antimony Impregnated Mechanical Carbon is recommended.
Acids Mechanical Carbons are resistant to most organic and mineral acids. Due to its aggressiveness, Chromic Acid will attack the Carbon Binder and so an Electrographite should be selected for such applications. Also Hydrofluoric Acid is encountered in some Petrochemical applications. HF will attach the ash in Mechanical Components and so again an Electrographite should be selected for such applications.
Caustic Carbon/Graphite and Electrographite Materials are highly resistant to alkaline solutions. In extreme concentrations and elevated temperatures the Resin Impregnation compatibility needs to be assessed.
6. Physical Characteristic
Mechanical/Carbon and Electrographite Materials offer a wide variety of physical properties. They have a reasonably high Modulus of Elasticity for structural use and stiffness requirements and are available in a variety of Strength levels. This Modulus of Elasticity is a compromise between that of Engineered Plastics and that of Carbide or Oxide Ceramics such as Self Sintered Silicon Carbide and Alumina – which offer the Designer a stiff material with “forgiveness”.Because of the brittle nature of these materials their Tensile Strength is low.
How Carbon Graphite Will Make Your Products & Parts Superior